Microbreweries are still opening at an accelerated pace, and many are using steam in the brewing process. Designing a steam system can be frustrating because the logic of low-pressure steam is opposite that of other HVAC systems. Want more heat in a hydronic boiler? Turn up the temperature control. Want more air from a blower? Increase the speed. If that logic is used on a steam system, the results will often have the opposite effect.
Understanding Steam Volume
Steam volume and how it affects the system operation is a bit confusing. Imagine watching a television game show called “The Boiler Show.” In front of the contestants is a vertical, 3-foot-tall, 3-foot-diameter pipe. The show's host says the game's object is to fill the pipes with as few balls as possible. Whoever finishes first wins the grand prize, a golden thermocouple. Contestant No. 1 is given baseballs while another receives basketballs. Before contestant No. 1 can object, the host says the basketballs represent steam at 2 psig, and the baseballs represent steam at 12 psig. For example, steam at 2 psig has a volume of 23.5 cubic feet (basketball), and steam at 15 psig has a volume of 14 cubic feet (baseball). I realize the size ratio is not exact, but stay with me. If the object of the boiler is to fill the kettle or piping as quickly as possible, an operator will need to generate about 60% more steam at 15 psig to fill the pipes than one would at 2 psig. Steam at lower pressures has greater volume and will fill the system quicker than steam at 15 psig.
Steam Velocity
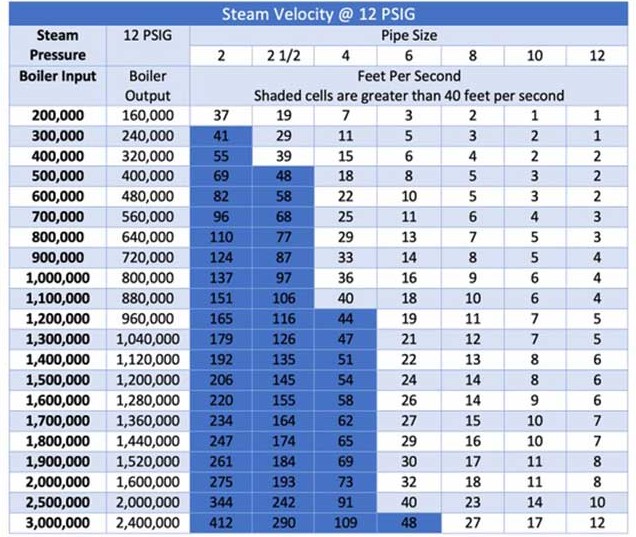
Steam velocity is also the reverse of what one would think. Consider a 400,000-Btuh steam boiler with an output of 320,000 Btuh is connected to a 4-inch black iron pipe. At 2 psig, the velocity inside the pipe is 25 feet per second. If the steam pressure is increased to 12 psig, the speed of the steam drops to 16 feet per second or about 35% slower. When sizing steam pipes for low-pressure steam systems, 40 feet per second seems to be the most common velocity recommended by boiler manufacturers for the near-boiler piping. This should be verified with the manufacturer. Near-boiler piping is the steam piping directly connected to the boiler.
Sizing the Boiler
Steam systems are sized according to the connected load. To size the steam space heating boiler, all the heat emitters should be totaled, and about 10%-20% is added to cover the piping. When sizing the steam boiler for a brewery, it becomes more complicated. An undersized boiler will not meet the brewer’s requirements. An oversized boiler can cause short-cycling, which can shorten the boiler life, increase fuel consumption, and provide fluctuating steam pressure to the system.
Prior to sizing a brewery boiler, the planned operation of the brewery should be discussed with the owner or brewer. There are typically three steps in the brewing process where steam may be used: brewkettle, hot liquor, and mash vessel. In the beginning, brewers may stagger the different stages. As the sales grow, the brewer may operate the stages simultaneously to meet the increased demand. The following are the Btuh requirements for a typical 10-barrel brewery:
Brew Kettle 320,000 Btuh
Hot Liquor 195,000 Btuh
Mash Vessel 290,000 Btuh
Total 805,000 Btuh
Piping Loss 161,000 Btuh
Total Needed 966,000 Btuh
If the brewer plans to stagger the brewing processes, a boiler with a Btuh output of 400,000 would work for each step. To handle simultaneous operation, the boiler would have to be much larger. The drawback to sizing for simultaneous operation is when only one process is operating, the boiler will short cycle.
Another common error when sizing a brewery boiler is if the customer purchases oversized equipment. For example, a brewer informed me the boiler should be sized for 10 barrels, their target production rate. When verifying the size of the equipment (always do that), we discovered the brew kettle purchased was sized for 20 barrels. When asked about it, the owner said he was only going to brew the 10 barrels. The boiler wants to fill the steam side of the vessel, and the boiler should have been sized for the larger size.
What Is Piping Loss?
Earlier, an extra 10%-20% was added to the boiler sizing for the piping losses. The piping loss is the amount of heat it takes to warm the steam pipes from room temperature on a cold startup. During a cold startup, most of the generated steam is used to warm the pipes. This leaves little steam for the process. Once the pipes are warm, the steam can start doing the work you need. Adding 10%-20% to the heat loss calculation should cover the piping loss.
Steam Pressure
Since December 1899, steam systems for space heating were sized using 2 psig as the design steam pressure. Conversely, brewers like to operate their steam boilers at pressures as close to 15 psig as possible. When they do, production problems likely occur. These problems could include the pop safety valve opening and losing all the steam, or the limit pressure control will trip, resulting in no steam. Either of these conditions will cause production problems and upset brewers.
Most pop safety valve manufacturers require a safety margin between the normal boiler operating pressure and the pop safety valve setting. They do not want the boiler operated too close to the set point of the pop safety valve. This margin is typically 4 psig. In other words, the pop safety manufacturer suggests operating the boiler at no higher than 11 psig.
The limit control will shut off the burner if the boiler steam pressure reaches the setting of the control. The limit control is typically a manual reset control, which means it will not allow the boiler to start until the boiler pressure drops below the control setpoint and the reset button is pushed. When speaking with brewers, be sure they size their kettles for the 11 psig. Many are sized for 15 psig.

Steam Systems Need to Breathe
I use this metaphor to help designers and installers understand steam system operation. When the boiler is off, and the system is cool, all the piping, components, and space above the boiler water are filled with air. On a call for steam, the burner starts and heats the water until it becomes steam. Water expands about 1,600 times its volume when it becomes steam. Like exhaling, the steam zooms out of the boiler and into the piping at around 25-30 miles per hour. It pushes the air inside the piping, and the air is removed from the system through the vent pipe on the boiler feed or condensate tank. At the end of the steam cycle, the steam starts to condense. Air rushes in to take the place of the condensed steam through the same vent on the boiler feed tank. Essentially, the system is inhaling. If there are closed valves in the system, the system cannot breathe, and odd stuff happens. Things such as banging pipes, condensate going backward, flooded boilers, or flooded condensate return tanks begin to occur. When the system has control valves that close, vacuum breakers must be installed to allow the system to breathe.
Don't Let the Water Collect
When steam condenses, it will revert to its natural state: water. This water should not be allowed to gather in the piping or system, as it could cause water hammer. Water hammer will likely occur if water pools on one side or the other of a control valve. Water hammer is when the steam picks up the slug of water and hurls it against the nearest fitting or valve. The slug of water traveling at 25-30 miles per hour can damage whatever it collides with, resulting in downtime or expensive repairs. Also, look for sags in the piping where condensate can pool.
Steam Piping
When sizing the steam piping, I prefer to slightly oversize the steam piping in case of future expansion or simultaneous operation of the equipment. It is only slightly more money and will allow for future fluctuation in the brewery capacity.
Strainers are suggested to be installed before any steam trap. The strainer will protect the trap by filtering any large pieces of rust or dirt and not allowing them to enter the trap. The orifices in the trap are small and plug quickly. A common mistake is when the contractor installs the strainer with the blowdown vertical, looking straight down. Water could collect and cause water hammer. Be sure the strainer is piped so the blowdown is pointed horizontally to the side.
It is a good piping practice to use schedule 40 black iron pipes for the steam piping and schedule 80 for condensate piping. Schedule 80 pipe is about 50% thicker than schedule 40 pipe. The reason for this is when steam condenses, carbon dioxide, a byproduct of steam, is produced. When the carbon dioxide mixes with the condensate, carbonic acid is formed. The schedule 80 pipe allows for longer life and fewer repairs.
Spring-loaded check valves are suggested for the outlet piping for the feedwater pumps. This eliminates the possibility of ghost flow between the boiler and the boiler feed tank.
When the piping has to be reduced, consider using an eccentric reducer instead of a concentric. The eccentric reducer should have the offset on the top. This prevents condensate from pooling in the piping and causing water hammer.
Black iron piping for steam systems is preferred over copper. Copper expands about 40%-50% more than black iron. Due to the staggered operation of brewery boiler, this expansion and contraction could cause leaks in the joints of copper piping.
Near-Boiler Piping
The near-boiler piping is the piping directly connected to the boiler. This piping is critical to the proper steam operation, as it helps to dry the steam before entering the system piping. If incorrect or undersized, carryover could occur. Carryover is when slugs of water are carried out with steam and into the piping. Carryover lowers the efficiency of the system by causing premature condensation of the steam. This could overload the steam traps and cause the system to stall. As a result, the brewer will not have steam available.
Remove the Air
Steam maven Dan Holohan has a saying: Two gases cannot occupy the same space. If the vessel has air inside, the steam cannot enter until the air is removed. Be sure none of your piping has seals that can trap air inside the vessel. Another reason to remove the air is 1/25 inch of air has the same resistance as a 4-foot-thick piece of iron.
Always insulate the pipes. An uninsulated pipe will lose five times more heat than an insulated one. This could cause premature condensation of the steam and overloaded steam traps.
Steam Systems like Balance
Steam systems do not like rapid changes. For example, consider a steam system that has 10 psig steam inside, and a valve opens quickly. The system senses the pressure difference and promptly tries to balance the pressures. The steam zooms toward the lower pressure at close to 30 miles per hour (mph). This rapid evacuation of the steam chamber causes carryover and wet steam. If possible, use slow opening valves or slightly oversize the steam supply piping to act as a buffer.
Understanding Heat in a Steam System
Heat in a hydronic system is sensible heat, which is heat that can be measured with a thermometer. When heating water, it takes approximately 1 Btu to heat 1 pound of water 1°. In addition to sensible heat, steam systems also have latent heat. This is the heat required or surrendered to cause a change of state, and it is substantially more heat than sensible heat. To raise the temperature of 1 pound of water from 70°F to 212°, a difference of 142°, it will take about 142 Btu. Once the water reaches 212°, it will take an additional 970 Btu to change it from water at 212° to steam at 212°. This seems like a tremendous amount of energy, but this latent heat zooms through a building without needing a pump, compressor, or blower. Once the steam reaches the kettle or other vessel, it will release the latent heat, and that is the true heating capacity of a steam system. For example, the heating capacity of 10 psig steam has 207 Btu sensible heat and 953 Btu latent heat for a total heat of 1,160 Btu. Steam at 14 psig has the 216 Btu of sensible heat and 947 Btu of latent heat for a total of 1,163 Btu. In other words, the higher steam pressure only added 3 additional Btu.
Burners
Variable input rather than on-off burners are recommended for brewery boilers due to the fluctuating steam loads. They are a little more expensive, but will extend the equipment life and produce a better steam flow for the brewer. Consistent steam flow is desired for most brewers to get the best batch.
The following are the types of burner firing arrangements available.
- On-Off — When the boiler steam pressure reaches the set point of the control, the burner shuts off. As the steam is used in the facility, the boiler steam pressure drops. Once the steam pressure drops to the starting set point, it will start the boiler.
- Advantage: Lower purchase price.
- Disadvantage: More boiler cycling.
- Low High Off — This burner starts at low fire and will travel to high fire where it will stay until the call for steam ends or the boiler reaches its pressure set point. This essentially is an on-off burner. The low fire start will reduce ignition noise.
- Advantage: Lower purchase price, reduced ignition noise.
- Disadvantage: More boiler cycling.
- Low High Low — This burner starts at low fire and will travel to high fire until the steam pressure gets close to the set point of the pressure control. This burner is considered a two-position burner, as it will either be in low or high fire and not between.
- Advantage: Less boiler cycling, reduced ignition noise, better efficiency, and more constant steam pressure.
- Disadvantage: More expensive than on-off or low high off burners.
- Modulating — This burner starts at low fire and will travel between low and high fire until the call for steam ends or the boiler reaches its pressure set point. It can move to any position between low and high fire. Either low high low or modulating burners are preferred for brewery boilers.
- Advantage: Less boiler cycling, reduced ignition noise, better efficiency, and more constant steam pressure.
- Disadvantage: More expensive than on-off, low-high-off, or low-high-low burners.
Combustion Air
Since the operation is intermittent for many brewery boilers, auxiliary heat may be needed in the boiler room, especially if there are fixed combustion air louvers in the wall. Always error on the side of caution and install additional heat, even if the combustion air has automatic dampers.
Stack Damper
Stack dampers are installed in the flue outlet of the boiler. These are used to keep the heat in the boiler when it shuts off, and their secondary purpose is to protect the boiler from freezing when cold air drops down the chimney or stack during off times. These are suggested for brewery boilers because of the staggered operation.
Water Treatment
All boilers need water treatment, this is even more evident with brewery boilers because of their intermittent operation. As the boiler warms the water, it will drive the oxygen molecules from the water. On the non-brewing days, the room temperature water will reabsorb the oxygen molecules, and they will attack the metal surfaces in the boiler. The brewer should be encouraged to contact a water treatment expert with experience with brewery steam systems.
Types of Pressure Controls
The typical commercial steam boiler has the following pressure controls.
- Operating — The operating control is the pressure you want the boiler to operate. This is typically set for 11-12 psig. This control is an automatic reset and will cycle between the set point and the differential pressure.
- Limit — The limit control is set higher than the operating control. On a low-pressure steam boiler, this is usually around 15 psig. This control is a manual reset control, which means it will not allow the boiler to start again until the boiler pressure drops below the control set point and a manual reset button is pushed.
- Firing Rate — The firing rate control changes the burner firing rate according to the pressure setting. These are used on low-high-low or modulating burners. On the low-high-low burner, the firing rate control will set the burner at either low or high fire. On a modulating burner, it will put the firing rate anywhere between low and high fire. This is an automatic reset control and should be set slightly lower than the operating pressure control.
System Problems
The following are some common problems and the probable causes.
- Problem: The boiler pop safety valve is opening.
- Reasons: The operating pressure control is set too close to the relieving pressure, or the pop safety valve is defective or worn.
- Problem: The boiler is tripping the limit control.
- Reasons: The operating pressure control is set too close to the limit control setting, or the limit control is defective.
- Problem: The boiler feed tank is flooding.
- Reason: The tank is undersized for the system, thus a possible vacuum is forming in the system.
- Problem: The boiler is flooding.
- Reasons: The pump control located on the boiler is defective, and a possible vacuum is forming in the system.
Good luck on your next microbrewery project. I hope these suggestions are helpful.




