
Some applications, however, require more than just matching the starter size to the motor horsepower if successful starting is to be achieved. These include motors that are large relative to the supply system capacity, drive high-inertia loads such as draft fans, start under load, or have non-centrifugal speed-torque characteristics.
This article will review some basic considerations of motor specification and starter selection for these "hard-to-start" applications. We will limit the discussion to AC induction motors as these are the most commonly used.
Voltage Considerations
The most important consideration for successfully starting a motor is the maintenance of acceptable voltage at the motor terminals during the acceleration period. To accelerate successfully, a motor must develop and maintain torque in excess of that required by the load over the entire range of speed from rest to rated. The equation below gives the general relationship between torque and acceleration:
t= (WK2) (Drpm)
(308) (TAccel)
Where t is acceleration time in seconds, WK2 is the rotational moment of inertia of the motor-coupling-load combination in lb-sq ft, Drpm is the change in revolutions per minute, and TACCEL is the torque available for acceleration in lb-ft, the difference between the torque developed by the motor and the torque required by the load. Note that this equation can only be used to directly calculate acceleration time for periods in which TACCEL is constant.
The torque developed by the motor generally varies with the square of the terminal voltage. Decreased voltage at the motor terminals may be due to system voltage drop due to the high starting current or may be intentionally introduced by a reduced-voltage starter. Regardless of the source, the effect on the motor during starting must be considered.
To see the effect of lowering the voltage on acceleration, consider first a load that requires no torque during acceleration, such as a centrifugal pump starting against a closed discharge valve. If the terminal voltage is reduced to 80% of rated, the motor starting torque (which in this case is all available as accelerating torque) is reduced to 64% of rated and the acceleration time is increased by a factor of 1.5. Now consider a load that requires a torque equal to 50% of the motor torque throughout acceleration. The same reduction of motor torque to 64% of rated results in a reduction of accelerating torque from 50% to 14%, increasing the acceleration time by a factor of 3.5.
Increased acceleration time due to reduced voltage leads to heating in the windings and rotor from high starting currents that may cause the motor temperature to exceed safe levels, resulting in premature failure. In the extreme, if the motor torque drops below that required by the load, there will be no accelerating torque available, and the motor will stall at some speed less than rated.
For these reasons, if the motor terminal voltage is expected to be outside the normal range during starting for any reason, this fact must be included in the equipment specifications, allowing the manufacturer to design the motor to deliver adequate torque at the reduced voltage to accelerate the load and to have adequate thermal capacity to withstand extended acceleration time without damage.
Standards
This raises the question: "What is the normal range of terminal voltage?" The answer may depend upon which motor standards apply to your project.The National Electrical Manufacturers Association (NEMA) Standard MG-1 Motors and Generators is the most commonly applied standard in the U.S. MG-1 Part 12 requires motors to be able to successfully and safely start a load with a minimum of 90% of rated voltage at the terminals. If no other requirements are specified, this is what the motor will be designed to, and if the actual voltage drops below 90%, a successful start is not guaranteed. Motors in large power plants are often specified to comply with the more demanding American National Standards Association (ANSI) C50.41 Polyphase Induction Motors for Power Generating Stations, which requires them to successfully start at 85% of rated voltage. In both cases, the percentage is based on the motor nameplate voltage, not the system voltage; for a 460V motor, the NEMA standard minimum is 414V.
It should also be noted that the standards prescribe limits on the inertia of the load and the load speed-torque characteristic during the starting period, which must be met in order to use a standard motor design.
Speed-Torque Characteristics
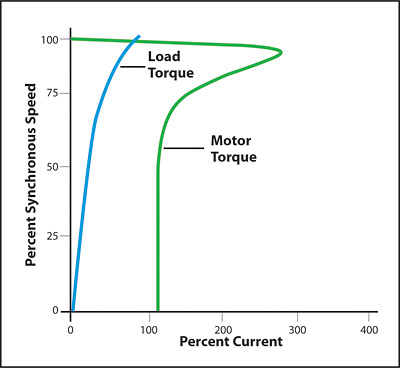
The torque developed by an accelerating motor is not constant and generally follows a curve similar to that in Figure 1. Terms that are associated with motor speed torque characteristics include locked rotor torque (the value at 0 rpm) and breakdown torque (the peak value that occurs just below rated speed). Standards prescribe minimum values of these parameters for different motor designs, but this is primarily of interest to the motor manufacturer in matching the motor to the load. As equipment specifiers, we are more interested in the relationship between the motor speed-torque characteristic and the load speed-torque characteristic.
Figure 2 shows a typical load speed-torque characteristic superimposed on the motor characteristic from Figure 1. The load torque varies with the square of the speed, performance associated with centrifugal fans and pumps, and it is this type of characteristic that standard motors are designed to accommodate. Successful acceleration depends upon the motor curve being sufficiently above the load curve over the full range to provide adequate acceleration torque. When specifying large or critical motor-driven equipment, it is a good idea to require submittal of the load characteristic super-imposed on the motor characteristic at the specified minimum terminal voltage with the shop drawings. This helps ensure that the motor manufacturer has reviewed the load characteristics and accounted for the starting voltage when selecting the motor.
Inrush Current
Whether intentional or not, reduced starting voltages are a result of high starting currents that are characteristic of AC induction motors. A typical current profile during starting is shown in Figure 1. The value at 0 rpm, also called the "locked rotor current" is typically in the range of 6 to 8 times full load current. As you can see, the current decreases only slightly with increasing rpm until the motor reaches about 90% to 95% of rated speed. The starting current varies approximately linearly with terminal voltage, so 90% of rated voltage will result in 90% of rated locked-rotor current.If the motor is large relative to the capacity of the electrical supply system, the voltage drop developed in the supply circuit by the high starting current by itself may be enough to reduce the voltage at the motor below the acceptable minimum. A conservative rule of thumb I use for low voltage (230V and 460V) applications is that if the motor horsepower is less than 10% of the supply transformer kVA rating, a standard full voltage start should be possible without lowering the terminal voltage below 90%. Above this value, voltage drop calculations should be done to determine whether alternate starting methods should be considered.
Maintaining acceptable voltage at the motor terminals, or specifying a motor with a lower acceptable voltage may not be adequate to resolve inrush-related voltage drop if the resulting voltage at the service or at a point in the system where other equipment is connected is reduced below the acceptable minimum for that equipment. For motors that start frequently, such as hydraulic elevators or air compressors, lighting flicker may be objectionable even if the voltage stays above 90%. Even if the on-site equipment can tolerate short-term voltage dips, many utilities have regulations that restrict the voltage dip that customer loads are permitted to produce on their systems, sometimes to as little as 3%. These considerations often lead to the use of non-standard starting methods that can reduce the current drawn from the supply system during starting.
Reduced-Voltage Starting
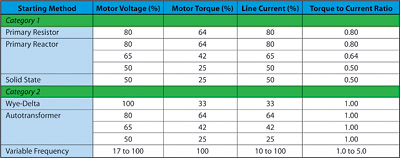
When the supply system is unable to support the inrush requirement without an unacceptable voltage drop, the usual approach is to specify a starter which reduces the inrush current by reducing the voltage applied to the motor, taking advantage of the linear relationship described above. I broadly classify reduced voltage starting methods into two categories:- Those that simply reduce the motor voltage through switching or series impedance, and reduce the current drawn from the supply system proportionally to the voltage reduction. Resistor, reactor, and solid-state starters fall into this category.
- Those that use more complex means to reduce the motor voltage, such as autotransformers, winding reconnections, or variable frequency. These methods are able to provide a supply current reduction that exceeds the motor voltage reduction.
Table 1 lists the key characteristics of some common starting methods in both categories.
Starters that fall into the first category are generally less expensive, and are well suited to standard centrifugal fan and pump applications characterized by low inertia and unloaded starts. High inertia loads, loaded starts, and non-centrifugal load characteristics are more demanding and may require use of a method from the second category which can accomplish the desired reduction in supply current while maintaining higher motor torque.
The resistor, reactor, autotransformer, and Wye-Delta methods use standard electro-mechanical contactors to energize the motor initially in the reduced-voltage configuration and then switch to the full-voltage connection after either a preset time period has expired, or the measured current has dropped to a level that indicates that the motor is near rated speed. If the transition from reduced-voltage to full voltage occurs before the motor has accelerated beyond the "knee" of the starting current curve shown in Figure 3, then there will be a current spike to the full locked rotor value.
A solid-state starter uses electronic switching to continuously vary the voltage applied to the motor, allowing both a ramp-up of inrush current (soft-start), and an adjustable current limit. While these are desirable features, remember that the solid-state starter is a Category 1 device, providing no advantage in motor torque over any other method and may not be the best choice for hard-to-start applications. Most solid-state starters also include an electro-mechanical contactor, which bypasses the power electronics once the motor is up to rated speed. This reduces energy losses and allows the expensive electronic components to be sized for the short duration of starting rather than continuous operation.
The "Cadillac" of reduced voltage starters is the VFD. By varying the frequency and the voltage, a VFD can maintain high motor torque while limiting the starting current far more effectively than any of the other methods. Unfortunately, this method is the most expensive, and it carries a penalty of 3% to 5% energy losses during operation. The latter can be mitigated with some of the newer VFDs that can be synchronized to the line voltage, allowing them to be bypassed electromechanically at full speed as described above for solid-state starters.
Examples
A critical point to remember is that it's not enough to determine that your application requires reduced-voltage starting; the starting method must be matched to the starting characteristics of the load, the design of the motor, and the requirements of the power system. Two examples from recent projects can serve as lessons-learned opportunities.The case of the "not-so-centrifugal" pump curve. A large raw water pump station includes four vertical turbine pumps rated 1,500 hp at 4,000V. The utility supplying the pump station has a demanding 3% voltage dip criterion which was known during design, and the electrical engineer specified autotransformer type reduced voltage starters on the 65% connection for these large pumps to limit the current to a level adequate to meet this requirement. The motor section of the pump specification was clear on the design requirements for motors operating on reduced-voltage starters, indicating that they must be capable of successfully starting at the reduced terminal voltage.
Unfortunately, the pump schedule in the drawings did not indicate which pumps were to operate from reduced voltage starters, so the specified requirements were not passed to the motor manufacturer by the pump supplier. An opportunity to catch this omission prior to construction was missed when the pump (and motor) shop drawing submittal was not passed to the electrical engineer for review prior to being approved. The result was installation of pumps with motors having no specific provisions to accommodate reduced terminal voltage during starting.
In the field, the motors proved unable to accelerate the pumps on the 65% reduced voltage connection of the starter and when the transition to full voltage occurred, the current was still close to the locked rotor value, resulting in unacceptable voltage dip on the utility system. Focusing only on the utility voltage dip problem, a second engineer proposed replacing the autotransformer starters with solid-state starters, thinking that their ability to control the inrush current to a selected level would allow the voltage dip to be managed. Only one unit was installed on a trial basis, which turned out to be a wise decision, because this method proved unable to start the pump at all.
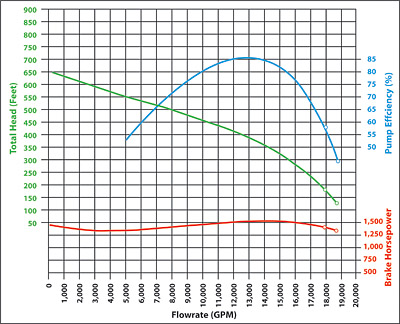
Investigation of this problem involved discussion with both the motor and pump manufacturers. Not surprisingly, the motor manufacturer indicated that reduced voltage capability was not designed into the motor, and that with the standard design margins and the specific pump's characteristics, a successful start would require a minimum of 80% of rated voltage. Review of the pump curves, reproduced in Figure 3, indicated that while these are supposedly centrifugal pumps, starting against a closed valve does not assure an unloaded start. The power curve shows the pump requiring almost as much horsepower at zero flow as at the design point.
With the all the data in, it was concluded that the combination of the standard motor design and the non-standard pump curve made it impossible to accomplish a traditional reduced voltage start at a low enough voltage level to resolve the inrush current issue. After timing adjustments, the original autotransformer starters were able to accomplish successful reduced voltage starts on the 80% connection, but the current was still too high to meet the utility voltage dip criteria. Two alternatives were identified: Replacement of the existing starters with VFDs, or installation of switched capacitors to compensate for the voltage dip due to the inrush current. The latter was selected as the more economical choice.
The case of the frequent motor failures. A large district heating and cooling plant has a history of frequent winding failures on their large 460V pump motors. Further, in the original design of the plant many of these motors were not provided with starters, but are started and stopped by electrically closing and opening the motor-operated feeder circuit breaker in the plant substation that serves them. The frequent motor failures are thought by some plant operators to be related to mechanical stress in the winding induced by high starting currents, and the feeder circuit breakers require extra maintenance because the frequency of starting some of the motors exceeds the frequency of operation the breakers were designed for. For these reasons, the plant has a program of installing solid-state reduced voltage starters on these pumps as funding becomes available.
We were designing a substation upgrade for the plant, and the work would require disconnecting a 450-hp boiler feed pump from its existing supply and connecting it to the new substation. We were requested to include a solid-state starter for this pump in our design. Prior to specifying the starter, we contacted the pump supplier to obtain the pump and motor data including speed-torque curves.
Because there is no control valve on the pump discharge, and because the pump may be used to fill an empty boiler after a shutdown, it is possible for a boiler feed pump to assume pumping load during the acceleration period and it is not valid to assume an unloaded start. When we superimposed the motor speed-torque curve at 80% voltage on the pump speed-torque curve, we saw that even for this modest voltage reduction, accelerating torque was reduced nearly to zero at approximately 65% speed, making it highly probable that the pump would stall.
We recommended against using a reduced voltage starter for this load, suggesting that a VFD would be required if it was felt necessary to reduce the starting current. When the cost, space, and cooling requirements of the VFD were considered, the plant decided that stocking a spare motor would be more economical.
Conclusion
Three primary factors affect successful motor starting: Load inertia, load speed-torque characteristic, and motor terminal voltage during starting. If the motor is specified to be provided with the driven equipment, accommodating the first two become the responsibility of the motor manufacturer working with the driven equipment supplier. The electrical designer, however, remains responsible for specifying the minimum voltage at the motor terminals during starting, and selecting a system design and starting method that can deliver that voltage.Reduced-voltage starting methods, where used, have to be selected to match the requirements of the load and the design of the motor, and equipment specifications must clearly identify the starting method to be used and the resulting motor terminal voltage. Applying a reduced-voltage starter to an existing drive without proper consideration of the effect on motor torque can lead to disaster. ES
