Fume hoods, safety glasses, and other personal protection equipment (PPE) are provided to laboratory employees by employers to protect their workers from toxic and hazardous substances encountered during their workday. Workers trust that these safety devices are protecting them from harm. Unfortunately, the protection may only be true with regard to the safety glasses and some other PPE devices supplied by employers, but not the fume hoods.
Pregnant Women at Particular Risk
An American Medical Association study has concluded that pregnant women who were occupationally exposed to organic solvents experienced significantly higher incidences of birth defects than women who were not similarly exposed.The Journal of the American Medical Association (JAMA) reported the finding in its March 24 issue. Specifically, the article lists chemists, laboratory technicians, and office workers who are working in the presence of chemicals among the women most likely to be at risk for such exposure. The AMA study followed 125 pregnant women who were occupationally exposed to organic solvents.
The women were examined between 1987 and 1996 during the first trimester of their pregnancy. The study matched each pregnant woman who was exposed to organic solvents to a pregnant woman from a control group who was exposed to a nonteratogenic agent. The women were matched on age, plus or minus four years; gravidity, plus or minus one year; and smoking and drinking status. Sixteen percent of the women who were exposed to organic solvents had major fetal malformations vs. zero percent of women from the control group.
JAMA also reported that a high percentage of fetal malformations such as deafness, clubfoot, spina bifida, and hearing abnormalities occurred among the women who had symptoms associated with their exposure. The symptoms included eye or respiratory system irritation, difficulty breathing, and headaches. In contrast, no fetal malformations occurred among the asymptomatically exposed women. Additionally, 46% more of the exposed women had previously miscarried while working with organic solvents than women in the control group.26,27
Some architects, owners, and industrial hygienists refuse to believe there is a problem, unless the laboratory worker collapses in front of their fume hood. How much attention is paid to a female researcher who complains of headaches? Yet, this is a major symptom to the woman at risk.
Out of the Lab, into Court
A recently filed class action lawsuit against Amoco Oil Company and a major variable air volume (VAV) fume hood control supplier by former employees and their surviving relatives is bringing attention to this international health problem. Seven of the 19 Naperville Research Center employees have developed tumors and were stricken with an especially deadly type of brain tumor, called Glioma, and five of these people have died. One lawsuit states that Amoco Oil Company "exhibited reck0less disregard for the health and well-being of the employees"! 2,3,4,5,6,7,8,9,10,24,25The suit charges that Amoco exposed their employees to "defective, unsafe and/or unreasonably dangerous chemicals," and that the company failed to take adequate measures to protect its workers. In the wake of these problems, Amoco has shut down several floors at their Naperville Research Facility. Ironically, it was the same company that opposed OSHA's development of the Laboratory Standard by suggesting that disease and mortality studies cited in the risk section to be non-conclusive.
What makes the case even more compelling is that on July 30, 1998, it was also reported that two chemistry teachers who worked in Aubert Hall at the University of Maine both died of brain cancer. The deaths have spurred the University of Maine to investigate the safety of its chemistry building, doing an extensive study of the building's mechanical system and initiating an epidemiological study of any possible connection between the professors' deaths and their workplace.11
Employees of Brookdale Hospital in New York City filed a class action lawsuit against both the hospital and the contractor hired to certify their fume hoods. Why? The hospital and contractor only tested their fume hoods by taking "average face velocity measurements," and not what the workers' lawyers believed was OSHA-mandated qualitative "Tracer Gas Performance Testing."
Another class action lawsuit has been filed by semiconductor industry employees working in cleanrooms. These workers are provided either exhausted workbenches or fume hoods for protection from toxic materials. These do a better job of protecting the product than the worker.
We know that something is wrong in today's laboratories, and the major cause is the lack of OSHA-conformant hoods. We speculate that many other "patterns" will be uncovered when epidemiological studies are conducted on the past deaths and illnesses of other laboratory workers.
Why Blame the Fume Hood?
Today's fume hood is the "smoking gun." To understand this, we must examine who designs and manufactures fume hoods, who specifies them, who approves their use, and who finally gets blamed if they do not work.The Manufacturer Fume hoods are designed and manufactured by the laboratory furniture industry. The hoods origins can be traced back to fireplaces used by alchemists.13 Fume hoods have evolved over a long period of time to their present configuration. In reality, mathematical equations and engineering principals have not been utilized by the laboratory furniture industry for the design of fume hoods.13 The design standards on the fume hood configuration, internal dimensions, exhaust slot locations, airfoils, and take-off connections have been arrived at by "convention," not calculation. Fume hood dimensions have been based on the unit being carried easily through a standard door, much like a kitchen appliance, and the optimization of the use of standard sheet material.
Air is a gas and behaves predictably. Airflow devices such as fans, ducts, and combustion chambers are designed utilizing precise equations and physics principles to predict how the air will behave within a set volumetric enclosure. Fume hood manufacturers, however, look at their product as just a different shaped "dumb box" whose design is based simply on utilization of material rather than on scientific principles. They have failed to recognize that the fume hood is as much a mechanical device as is a fan.
The laboratory furniture industry devised a fume hood performance rating system that was based on the measurement of average face velocity determined by a simple traverse of the sash opening as an indicator of fume hood safety performance. This system refers to Class A, B, and C fume hoods.14 Fume hood face velocity varies from 125 fpm for Class "A" fume hoods to 75 fpm face velocity for a Class "C" fume hood. You can even find this same rating system in the obsolete 1983 Federal OSHA Regulations.15 Fume hood performance is incorrectly rated solely on face velocity.
This rating system quietly disappeared from all laboratory fume hood manufacturers' literature almost a decade ago, and most have no reference to any safe face velocity in their literature today. The following statement best illustrates the direction fume hood manufacturers are taking today. A major fume hood manufacturer representative recently informed us that at their latest sales meeting, they directed their sales force to no longer bring up or suggest any face velocity. Instead, they were told to let the owner, architect, and engineer state the face velocity value required, then record who recommended the face velocity to be used.
Yet with the obvious direction the fume hood industry is taking regarding face velocity, face velocity is still the performance safety method of choice used by the fume hood user. Face velocity has been that well oversold.
The Employer/Industrial Hygienist The industrial hygienist officer is certified through the American Industrial Hygiene Society. OSHA stipulated that an employers chemical safety officer create a chemical hygiene plan (CHP) to protect the laboratory worker. In other words, the industrial hygienist becomes the "gatekeeper" for the laboratory worker's safety. The chemical industrial hygienist is responsible for determining what is a safe fume hood and for developing corporate policy. We should not be surprised to learn that the Amoco corporate policy to this day is based on fume hoods being safe as long as they are balanced at 100 fpm face velocity.
The problem is that too many certified industrial hygienists ignore the fact that their own technical society, responsible since 1992 for certifying them competent to practice industrial safety, no longer recommends face velocity as the standard fume hood performance test.16 They recommend performance testing, as called for by the latest ANSI/ASHRAE 110 Standard.
Recently, a client who just completed a university course on laboratory safety told us that the Ph.D. hygienist instructor in industrial safety still taught that fume hood safety was based on face velocity measurement only!
The Architect Architects normally specify the fume hood as part of the elaborate casework and furniture systems used within a laboratory. To most architects, all fume hoods are like "vanilla" (the same quality), only differentiated by size, style of door faces, hardware, and color. Since all fume hood manufacturers historically have represented their fume hoods as safe at 100 fpm face velocity, the uninitiated architects focus more on the aesthetics of the hood than on its performance.
The Ventilation Engineer The hvac engineer is never invited to participate in the design process of a fume hood, yet is always the one who gets blamed when the fume hood does not perform as expected. Fume hood performance has always been marketed on the concept that the more air that is "drawn" through the fume hood, the better it would perform.
Over twenty-four years ago, some very astute hvac engineers started to question fume hood performance claims. These engineers convinced the American Society of Heating, Refrigeration and Air Conditioning Engineers (ASHRAE) to capitalize a research study to create a more accurate method than the traditional "face velocity measurement" to check the performance of fume hoods. Their research led to the development of the ANSI/ASHRAE 110 qualitative standard tracer gas method of performance testing laboratory fume hoods.
Evidence has been available since 1982 to prove qualitatively that "face velocity" and "fume hood safety" have little statistical correlation to rely upon. This tracer gas test formed the basis for all European tracer gas tests. A recent statistical analysis of more than 160 fume hoods indicated 85% failed the qualitative ANSI/ASHRAE 110 tracer gas testing, yet all of the very same hoods had successfully passed the face velocity testing method.17 A larger study soon to be published by Tom Smith (Exposure Control Technologies, Inc., Cary, NC) incorporated almost 1,400 fume hoods and produced similar conclusions.
What is the Tracer Gas Containment Test?
The ANSI/ASHRAE 110 test rates fume hoods spillage in parts per million (ppm) so it can be directly related to permissible exposure limits and action levels as mandated by OSHA. A safe hood is no longer deemed in terms of a given face velocity, but rather in terms of proven containment at a given "face velocity," in a "given environment." The test responds to the impact of environmental changes such as cross drafts, space pressure fluctuations from door opening/closing, make-up air temperature fluctuations, building stack effect, and exhaust fluctuations.The performance method for testing and evaluating the efficiency of a fume hood (Figure 1) is through the precise release of sulfur hexafluoride (SF6) tracer gas at 4.0 lpm from a cylinder (2) through a standardized gas nebulizer (3) which produces a tracer gas cloud (4) within the fume hood.
A mannequin, simulating the proportions of only a 5 ft. 9 in. person (ignoring the shorter worker), is critically positioned at predetermined locations in front of the gas nebulizer as if it were working at the fume hood. A detector pick up probe (5) is attached to a gas analyzer (6). The analyzer is a single beam, variable filter spectrometer, scanning the infrared spectral range between 2.5 and 14.5 micrometers.
The analyzer is equipped with a gas cell having a path length variable between 0.75 and 20.25 meters. The instrument range is calibrated for 0 to 0.15 ppm SF6 gas and measures the amount of gas that may escape from the fume hood. The spillage amount is monitored in real time by a meter on the instrument, and a recorder (7) is synchronized with the analyzer output. The recorder instantaneously charts the fume hood containment of ppm in "real time."
The static portion of the tracer gas test requires the mannequin and gas nebulizer to be positioned left, center, and right with sash 100% open. The dynamic portion of the tracer gas test incorporates sash movements (SME) to maximum design opening every two minutes. We include the Space Pressure Effect (SPE) test as part of the dynamic testing. Like the SME test, it is at maximum design opening and the laboratory pressure is varied every two minutes. It is during these dynamic challenges that true hood performance can be determined.
The acceptable spillage rates are not part of the ANSI/ASHRAE 110 Standard, but part of ANSI/AIHA Z9.5 Laboratory Ventilation Standard. They recommend no more than 0.05 ppm at 4 lpm at manufacturer's ideal conditions, and 0.1ppm at 4 lpm in an operating laboratory. Two lpm is equivalent to pouring chemicals from a beaker and 8 lpm boiling chemicals.
The original tracer test had provisions for 8 lpm release rate, but was weakened with the 1995 revision. The tracer test can also be used for routine, periodic testing, only once proper face velocity has been established. This less rigorous face velocity test might be adequate, if the laboratory usage and conditions have not changed significantly.
This important conformance standard resulted from representatives of engineering, health, safety, industry, insurance, and government (OSHA & NIOSH) on the standards committee. The tracer gas performance test becomes an essential tool by confirming quantitatively and qualitatively fume hood performance/containment.
Is Qualitative Fume Hood Testing Required?
Within the text of explanations of OSHA's Laboratory Regulation, it is clearly stated that "face velocity" does not guarantee "fume hood safety," and all fume hoods require qualitative performance testing. Consider the following excerpts:
- "The final standard also requires that employers incorporate in their Chemical Hygiene Plan measures to assure the proper functioning of fume hoods and other protection equipment. As in the proposed standard, the final standard does not specify face velocities for fume hoods."
- "There are some comments in the record which suggests a need for OSHA to specify face velocities for fume hoods in the final rule.
Levine: Leverage for Safety
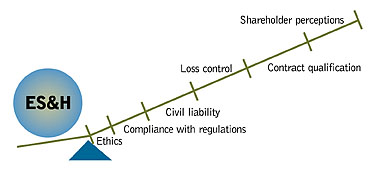
Steve Levine of the University of Michigan has provided one of the best analyses of how a "broken safety promise" to the worker by an employer can be rectified.19 Most would believe the "fix" relies heavily on ethics, compliance to laws, codes, regulations, and standards. But Levine suggests that the real problem stems more from a business-related decision process involving financial analysis and contract compliance. Archimedes stated that, "If you had a fulcrum with a long enough lever, you could move the world." Figure 2 illustrates Levine's comments trying to budge the "rock" of environment, safety, and health (ESH) issues. The first part of his theory involves ethics. Many would like to believe ethics plays a large part in doing the "right thing," but in reality, it often does not. Many charges of unethical behavior may be made about fume hood manufacturers, including:- The continued offering of auxiliary style make-up air fume hoods, even though they know they are unsafe.
- Another is the misstating of the permissible average tracer gas spillage rates at (0.1ppm SF6) twice the acceptable conformance levels (0.1 ppm SF6, as opposed to 0.05 PPM SF6).
- The average standard vertical sash opening is 27.5 in., but the fume hood industry intentionally supplies test performance data at reduced sash openings which favors their products, and misleads the user into thinking the product is safer than it really is. This method of performance testing fume hoods goes against the only published recommended practice on this very subject.
- Many fume hood manufacturers know but fail to report that shorter research personnel are at greater risk to being contaminated Than taller researchers. In fact, fume hoods are biased against most women, since the fume hood design favors researchers 5ft 9in. or taller.
- Many fume hood manufacturers test their products as if the chemical is always 6 in. from the sash opening, because it provides the best possible test results that the fume hood is working. Yet they all know that much of the experimental work is always done closer to the sash opening, and there is nothing to prevent researchers from doing so.
Other lingering questions include:
- Why do fume hood manufacturers insist on testing fume hoods empty when they are never used empty?
- Why do fume hood manufacturers promote testing of their products to pass rather than to challenge them to fail?
- Why have owners continued to verify fume hood performance via "face velocity measurement" and not "tracer gas testing"?
- Why do some suppliers of VAV fume hood controls suggest these complicated schemes make the fume hood and laboratory safer? 24
- Why do architects, owners, and industrial hygienists continue to discriminate against the shorter researcher? And why do they continue to accept the false notion that the fume hood can be purchased for $3,000 to $10,000 without a variation in performance, when no other product in the world follows this logic?
Ethics alone is certainly insufficient to even budge the ESH "rock."
Breaking the Code
The second part of Levine's theory is compliance with applicable laws, codes, regulations, and standards, which apply to laboratories. (Figure 3 lists the legal pecking order). The law cannot be broken by a code. The ANSI conformance standards take precedence over other similar standards or recommended practices. The problem is that the fume hood manufacturers are strongly represented on ANSI conformance standard committees.ANSI standards are mandated to be updated on a 5-yr cycle. Important new standards are presently being delayed in committees and have taken twice as long to go through this process. Ductless fume hood manufacturers have gone so far as to threaten a lawsuit against the American Industrial Hygiene Association Laboratory Ventilation ANSI/AIHA Z9.5 Committee if it restricts the use of the ductless fume hoods.
Here is a perfect example of why codes are not always the answer, courtesy of the State of California. California is one of 25 states with their own parallel state OSHA agency matching the federal OSHA, and it is one of the few states to create its own building codes from scratch, rather than relying on nationally recognized organizations. In the late 1970s, California OSHA (CAL OSHA) created Title 8 Section 5154.1. Within this code, it is stated that a fume hood must have at least 100 fpm face velocity, with a minimum of 70 fpm at any point. They also reference CAL OSHA Section 5209, which requires face velocity from 125 to 150 fpm for known toxic carcinogens.
During a recent technical forum in Los Angeles, one of our participating colleagues was universally informed by other participants that all fume hoods in California must only have 100 fpm face velocity to be declared safe and that fume hoods do not require performance testing. However when we reviewed CAL-OSHA's 5154.1 code under laboratory fume hoods (e)(3), it was apparent that no one from California we had met had fully read their own CAL-OSHA code.
CAL-OSHA has confirmed that every fume hood must be challenged to a "performance test" upon initial installation, or, whenever repairs are made to the facility, ventilation or hood, and when large equipment is introduced to the hood.21 CAL-OSHA also pointed out that toxic carcinogen fume hoods which use 100-fpm face velocity rather than 125- to 150-fpm face velocity would invoke a citation and fine even if the fume hood manufacturer provided evidence that the higher face velocity compromised the users safety.22 It seems CAL-OSHA would rather harm the worker than update incorrect code language based on face velocity.
When designing a research laboratory, the design architect and engineer have no way of foreseeing what materials will be introduced into the laboratories in the future. This means every fume hood in California must be designed to meet a minimum 125-fpm face velocity, and not the 100-fpm face velocity we were told "was only required" during the forum.
More Lawyers Needed: Could It Be?
The third part of Mr. Levine's theory is "civil liability." Lawsuits against employers, fume hood certification companies, variable air volume control companies, and fume hood manufacturers in cases suggesting willful negligence are a powerful financial reason to "do the right thing."The United States has three to six times as many lawyers, per capita, than other countries, which makes Mr. Levine's civil liability lever "longer and more powerful." Contacts abroad consistently reminds us that most members of the international community believe the United States have too many lawyers and lawsuits already. We have come to a different conclusion: in this case, the U.S. may not have enough lawyers or enough lawsuits yet to implement change.
This may seem ridiculous, but in reality, we believe the large number of lawyers is why our system is so effective.
To demonstrate how our judicial system works, we have established what we choose to call the "Judicial" Krebs cycle, which is similar to the Life Cycle (Krebs cycle, Figure 4). Plants grow, animal eats plants, we eat animals, we die, and bacteria and saprophytes (beneficial parasites) turn us back into nutrients; plants grow, etc. We have photosynthesis, evaporation, then rain, and the cycle starts over again. If we break the cycle, something begins to smell one way or another (anaerobic).
Figure 5 illustrates the "judicial" Krebs cycle. Evil, corruption, and misdeeds represents the dying matter. The lawyers are the bacteria and saprophytes. Remember parasites must exist in both cycles; you must take the good with the bad. As in the Life Cycle model, it will take a lot of saprophytes in order to make the judicial cycle work. In fact, in the Life Cycle Theory, the odor of decomposing matter attracts even greater numbers of saprophytes, and the same holds true in our "Judicial" Krebs Cycle. The "evaporation" is our judicial system. The "sun" is our laws, and the "rain" is insurance companies.
We cannot drive without insurance. Doctors, lawyers, and engineers cannot practice their professions without insurance. Bad contractors cannot get bonded, and bad manufacturers cannot get product liability insurance. The system is self-cleansing.
Due to the strength of our "Judicial" Krebs Cycle model, our actions will save lives both here and abroad, where international "Judicial" Krebs Cycles are weak or nonexistent.
Contracts and Shareholders
The fourth part of Levine's theory deals with loss control. This is where the monetary value of worker compensation, lost production, and related issues can be very large. It would not be surprising to learn that the productivity has suffered at Amoco Corporation's Naperville Research Center and other laboratory sites.The fifth part of Levine's theory addresses "contract qualifications." The dollar value of linking fume hood qualitative performance testing specification and safety to ESH programs has the greatest potential. However, in order to do this, a fume hood testing procedure must be established to challenge the fume hood to fail vs. the present methods to test the fume hood to pass.
Even though the latest ANSI/ASHRAE 110 tracer gas performance test is vastly superior to face velocity measurement, we stress its need for improvement. The object is to guarantee that inferior performing fume hood products never get purchased, installed, or used.
We developed a comprehensive fume hood performance specification based on the ANSI/ASHRAE 110 and ANSI/AIHA Z9.5 testing and evaluation protocols. The following example bears out the importance to contract qualification. The specification was used on a recent class 100 cleanroom project, and a major fume hood supplier was given the project after the bidding process.
The fume hood supplier delayed specified performance testing submission until it became apparent that the lack of response would jeopardize the construction schedule. When pressure was exerted on the fume hood manufacturer to comply with specification, they sent a letter to the owner suggesting that the fume hood performance specification defied the laws of physics, listing companies who had similar type of class 100 cleanrooms who would verify that no fume hood made could meet such safety performance testing! The owner sent the specification to another fume hood manufacturer, who confirmed the first fume hood manufacturer's allegations. The eventual users of the facility were familiar with the class action lawsuits and hazards in semiconductor cleanrooms and insisted on the compliance with the fume hood performance specification. A fume hood was eventually selected and approved for this project; it was both field- and factory-tested in the same class 100 environment. The hood could operate within the face velocity range of 50 to 100 fpm.
The final part of Levine's theory is "shareholder perception." How many companies can have ESH disasters and keep them out of the press? Amoco Corporation could not. How much has this affected net stock worth? What effects would bad press have on university recruiting and research grants?
The Key for Change
We can maximize our leverage to do the right thing beyond ethics and compliance with regulations. The greatest key is contract qualification through qualitative fume hood performance testing. This will require the employer, industrial hygienist, architect, or engineer to create a comprehensive fume hood test performance specification to prevent capital investment in unsafe fume hood products. The object is to test fume hoods in anticipated operating conditions over a operating range to fail, not pass. Eventually, the Judicial Krebs cycle will bring all into complete compliance. ESEnd Notes
1. U.S. Occupational Safety and Health Administration: Occupational Exposures to Hazardous Chemicals in Laboratories, 29 CFR Part 1910, Federal Register, January 31, 1990.2. Kevin V. Johnson, "In an Amoco Lab, Researchers Hunt for Colleague's Killer," USA Today, Science, April 13, 1999.
3. David Barboza, "Oil Company Confronts Cluster of Brain Tumors," The New York Times, National Report, April 6, 1999.
4. James Webb, "UAB Researchers Suspect Chemicals Tied To Amoco Cancers," The Birmingham News Nation/World/Obituaries, October 24, 1998.
5. Pam Belluck, "Amoco Is Sued Over Brain Tumors in Workers," New York Times, April 19, 1998.
6. Links Seen in Tumor Cases, New York Times, April 19, 1998.
7. Sallie L. Gaines, "Patterns Emerge in Cancer Puzzle At Amoco Complex," Chicago Tribune, April 17, 1998.
8. Sallie L. Gaines, "Second Death in Amoco Mystery," Chicago Tribune, Business December 11, 1997.
9. Sallie L. Gaines, "The Mystery of Building 503," Chicago Tribune, August 25, 1997. 10. "Workers Stricken," USA Today, Newsline August 28, 1996.
11. Andrew Garber and Meredith Goad, "Two Deaths Spur Study of U. Main Hall," Portland Press Herald, July 30, 1998.
12. Carl Sagan, Astronomer, Quote.
13. G. Thomas Saunders, Laboratory Fume Hoods A User's Manual, Wiley-Interscience, C1993.
14. Scientific Apparatus Makers Association (SAMA) "Standard For Laboratory Fume Hoods," December 1981, Superseded by Scientific Equipment and Furniture Association (SEFA) in 1992.
15. U.S. Occupational Safety and Health Administration: General Industry Standards, Z9CFR 1910, Subpart Z, Toxic and Hazardous Substances, OSHA, Washington, DC, March 1983.
16. American Standard for Laboratory Ventilation, Z9.5 American Industrial Hygiene Association 1992.
17. D. Hitchings, Laboratory Fume Hood Testing: Face Velocity Does Not Equal Safety. Laboratory Safety and Environmental Management, Nov/Dec 1995.
18. Jon Zboralski, The Effects of Face Velocity on Fume Hood Containment Levels Info-Bank (Educational Service by Hamilton Industries) Tech Paper No. 90.01, February 1990.
19. Grumman/Butkus Associates, Laboratory Ventilation Design Modifications, Building 500 Amoco Research Center Naperville, IL. February 1989.
20. Steve Levine, "Beyond Ethical Imperatives In Occupational Health and Safety," The Synergist, February 1997.
21. James Lim, CAL/OSHA Letter, March 15, 1999.
22. Bruce Wallace, Jim Lim, Rod Reedy , CAL/OSHA Meeting With CMC and DMG March 26, 1999.
23. Howard O. Wilson, Procedure for Certifying Laboratory Fume Hoods to Meet EPA Standards, June 26, 1998.
24. R. Morris, R. Klumb, and G. Cirincione, Testing Fume Hoods On A Curve, Not Published.
25. Class Action Complaint No 98CH11393, filed in Circuit Court of Cook County, Illinois, County Dept. Chancery Div. Plaintiffs, David Dung Ngo; Angeli S. Chen; Glen R. Hoff; Janice Bergman, for wrongful death of Cecil Bergman; Gail Palmer, David Palmer; Jim-Pin Chiu; Frank Lee; Jane Lee; Christina Pham Ngo; Yu-Tsai Chen; Janet Hoff; Shen-Yann Chiu. Vs. Defendants. Amoco Corp; Amoco Oil Co.; Shipley Co. Inc.; BASF Corp.; Henkel Corp.; Industrial Dottikon; Phoenix Controls Corp. and Honeywell Inc.; Grumman/Butkas Assoc. LTD.
26. Environmental Laboratory Washington Report: Federal News, Industry Developments and Practical Strategies for Successful Lab Management, Vol. e 10, Issue 7, April 15, 1999.
27. JAMA, Pregnancy Outcome Following Gestational Exposure to Organic Solvents, Abstracts-March 24/31, 1999. Sohail Khattak, MD, FRCPC, Guiti K. Moghtader, BSc, Kristen McMartin, MSc, Maru Barrera, PhD, Debbie Kennedy, MD, Gideon Koren, MD, FRCPC.

