Today, engineers, acting on the behalf of building owners, have a variety of choices when selecting hydronic heating boilers for their facilities. Choices for boilers include sectional cast iron; steel tube boilers, either firetube or watertube; copper finned-tube boilers; and condensing boilers. All of these various design types are used in projects today.
While there is an array of choices, an owner and engineer may not be familiar with the latest offerings in boiler design or may not feel comfortable with designs that have not been thoroughly tested in the marketplace. Many owners and engineers have familiarity with a certain boiler design or have established maintenance programs around a specific boiler type. Therefore, changing to a different boiler design is not considered for new projects or for boiler retrofits.
The parameters and factors that an engineer should use to select the most appropriate choice for a facility include HVAC system type and resulting hot water return temperature; installed boiler system costs (not just the first cost of the boiler); maintenance cost; owner preferences; and boiler life. All too often, the initial boiler cost is the deciding criterion for selection, and this can lead to problems.
STEEL VS. COPPER
When an engineer begins thinking about the type of boiler to use for a particular project, the macro choice today will initially be steel vs. copper. While sectional cast iron boilers and boilers using stainless steel heat exchangers are available and used on some projects, this remains the prominent choice. It is important to understand the differences in the design of steel and copper tube boilers to appropriately apply these varying designs to a facility.Steel tube boilers have been used for many more years than copper tube boilers, and they have a wide range of design types, including firetube, watertube, flexible watertube (flex tube), and inclined watertube. For most hot water heating applications in commercial and K-12 facilities, flex tube and inclined watertube boilers are more prevalent than firetube boilers.
Most flex tube designs have 5 sq ft of heating surface/bhp. The large amount of heating surface/bhp will be the sole criterion for some engineers in selecting a boiler for a given project. However, rating a boiler only on the square footage of heating surface/bhp may be an outdated standard. This rating was developed many years ago, when coal and oil were the predominant boiler fuels and it was very important to have extra surface area to accommodate the fouling that occurred due to these fuels. This rating does not consider whether the boiler design can evenly absorb heat across all tube surfaces.
Copper tube boilers were introduced into the market in the late 1940s after World War II. It has taken many years for most engineers to embrace the copper tube boiler over the steel tube boiler. Engineers of larger facilities have felt the copper tube to only be the least expensive option and never the best boiler for a facility.
Copper tube boilers cost 25% to 30% less than a comparable flex tube design. The low first cost of the copper tube boiler automatically implied to some engineers that the boiler life would be significantly reduced. However, many feel the copper, finned-tube boiler is the boiler of choice today for commercial and K-12 buildings. The lower initial cost and the demand for higher efficiencies, flexible venting options, and smaller footprints are driving the market for copper tube boilers.
RETURN WATER TEMPERATURE
When selecting and applying any hot water boiler to a system, the system's return water temperature must be considered. The hot water return temperature of the HVAC system is the key to applying any boiler to a project. The boiler and the hot water system are dependent on each other. This seems obvious. Yet, system problems and boiler failures occur all too often when the boiler used is incompatible with the HVAC system. Boiler efficiency is driven by return water temperature as well as the boiler load.The return water temperature for non-condensing boilers must be between 130° and 140°F to prevent flue gas condensation. Condensation will damage the boiler, shorten boiler life, and lead to maintenance problems. Steel and copper tube boilers will fail if the system design does not ensure the return water temperature is high enough to prevent condensation. Careful attention to low return water temperature must be given to water heat pump systems, snow melt, and outdoor air reset to ensure the return water temperature is above the dewpoint of the flue gas.
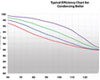
Condensing boilers are an excellent choice for water source heat pump systems because the return water temperature is lower than other systems. Return water temperature for these systems is around 60°, which is optimum for a condensing boiler. The efficiency of condensing boilers improves as the return water temperature is lowered (Figure 1).
These efficiency curves point to the reason why a condensing boiler is not appropriate for systems with a return water temperature above 140°. The high efficiency of the condensing boiler would not be realized at the higher return water temperatures, and the larger investment would not be justified. However, if a base load control strategy is designed where a condensing boiler provides summer reheat and non-condensing boilers provide higher water temperatures during the winter, then the higher initial condensing boiler may be cost beneficial.
OTHER CONSIDERATIONS
Other factors that should be considered in the boiler decision include: capacity, venting options, efficiency, footprints, capability of the maintenance staff, controls, and overall construction budget.System capacity is a major consideration in the boiler type decision. Steel tube boilers range in size from 400 to 21,000 MBtuh. For large projects, one or two steel tube boilers may be more practical than a bank of multiple copper tube boilers. When using multiple copper tube boilers, the hot water system should be designed for primary-secondary pump arrangement.
If the decision for the project is to select a finned-tube copper boiler, the cost can vary by a factor of four ($4,000 to $16,000) for a 1-MBtuh capacity boiler. The low end cost of this would be for an atmospheric arrangement.
If flexible venting options are required, such as sidewall venting, the copper tube boilers have more flexible venting options than most steel tube boilers. The steel tube boilers just do not provide the venting flexibility that is typical with copper tube boilers.
If efficiency were the primary criterion, a higher efficiency standard copper tube boiler of approximately 85%, or even a condensing boiler with an efficiency of 98%, would be selected for the project. Again, careful analysis is needed to ensure the boiler efficiency can be obtained in a facility's hot water system. Condensing boilers must be designed in systems that will condense; non-condensing boilers should be used in systems with higher return water temperatures.
The footprint of the copper tube boilers is smaller than steel tube boilers. Therefore, the copper tube boilers may be more desirable if mechanical room space is limited. Multiple boiler designs must be evaluated to determine which boiler arrangement requires the least amount of space.
The expertise of the maintenance staff should be considered in deciding which boiler to use. Local representation of a particular manufacturer should also be considered. Keeping the system design simple is a key to the maintenance staff being able to understand and maintain a boiler. Chemical water treatment is critical to the success of any boiler and hot water system. Introduction of raw makeup water into the system should be metered to ensure the proper water treatment and to alert operators of excessive system leaks. Improper water treatment is a major cause of boiler failures. Water flow rate is critical to all boilers, but especially to the copper tube flows. The boiler must not operate without flow and the controls must be arranged to ensure proper flow.
Larger steel tube boilers are usually furnished with full modulating burner controls. The smaller copper tube boilers normally have two to four steps of staged control. For multiple boiler installations using copper tube boilers, an automated sequence controller must typically be used to provide the needed unloading system capability.
CONCLUSION
While all of these factors should be considered, all too often, the initial cost of the boiler is the determining factor in which boiler to use. Boiler costs can vary significantly, and it is important to base the selection on the life cycle costs of the complete system and not just the initial cost of a boiler. The evaluation should consider costs for venting, makeup air, pumping arrangements, and controls.Most engineers have a boiler preference based upon previous experience, knowledge of boilers, and what designs have worked in the past. But with the number of boilers on the market today and the plethora of boiler manufacturer's representatives who are constantly presenting the benefits of their products, it can be difficult to choose the most appropriate boiler for a particular project.
When choosing a boiler, the unique conditions of the project should be considered. While past experience is important, updated boiler designs should be considered when the project warrants them. Remembering that return hot water temperature is the critical factor in properly applying a boiler to a system is the first step in deciding which boiler to select.





