MONTH 1- The Energy Conservation Opportunity: Process Heating for an Industrial Building Application
This final three-part series for 2013 is a continuation of the July, August, and September industrial heating system application with this month’s focus on the process heating system.
The energy retrocommissioning team/auditors for this three-month test series shall include the facility manager, process engineering manager, the building’s ATC technician, retrocommissioning engineer, and TAB engineer.
The first step in implementing an energy retrocommissioning initiative for this application can take two different approaches, with the first being the installation of meters to monitor the system so that data can begin to be collected, or the second approach being an initial cursory review of the original design intent versus actual operating conditions. With this second approach, it will be necessary to have an experienced, hands-on design engineer who is capable of making a preliminary assessment of operating conditions as well as original over-design.
With any quality control initiative is Step 1: “collect the data.” Data collection removes the various opinions of everyone speculating on how the system is operating and quite often raises every team member’s awareness to how the system is actually operating and how long the system operates 365 days a year.
Still, the second approach often occurs in advance of data collection when an experienced design engineer “walks the system” and takes note of where the various balancing valves are set, what the pump discharge pressure is, what the temperatures are going out to the process equipment, and how many hours this process heating system runs. Based on this walk-through, the energy retrocommissioning team should be able to deter-mine whether there is a potential savings to invest in collecting actual operating data.
With this information in hand, we are going to focus on the secondary process heating system as our energy retrocommissioning candidate, but before we do this, we need to first document the original Basis of Design [BofD]. Referring to Amanda Parolise’s The Facility Files, this document should be created to identify the original BofD document followed by documenting during the energy retrocommissioning “solution planning” phase and the proposed BofD based on the Energy Retrocommissioning Study.
For this B2B, the secondary heating system application for an industrial facility with three work shifts depending on the work output require-ments based on the company’s sales requires the following steps be taken:
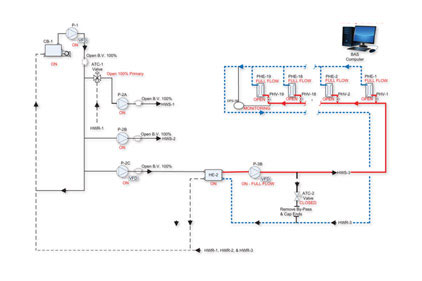
- Review existing record drawings and create a system flow diagram to document and create a visual survey aid for the hot water system.
- Inventory hot water system, using system flow diagram to capture the number of process heating equipment.
- Inventory the use of 2-way automatic control valves mixed with 3-way automatic control valve use.
- Inventory hot water pumps for pump head, motor horsepower, and GPM to confirm connected load and determine whether all equipment will be operating at one time or there should be a diversity factor included in peak flow load.
- Document hot water heating automatic temperature control strategy and compare with system flow diagrams.
- Document the 365-day, 24-hour a day schedule to identify current operating hours and projected operating hours based on business production projections.
In this data collection process, we have identified that the secondary heating system operates 24/7/365 to provide process hot water heat alt-hough the building is not occupied 24/7/365. It was found during the walk-through that the process pumping system is oversized relative to pump head, with associated pump motor horsepower with balancing valves set between 70% open down to 50% open throughout the heating system.
A partial energy retrocommissioning initiative has been completed based on some of the ECM noted in the September 2013 B2B, including changing out the pumps and adding VFDs to each pump. The 3-way ATC valves have been replaced with 2-way/straight-through ATC valves and head-pressure control has been removed. The hot water supply temperature set point has been reset to a lesser primary supply water temperature and is fixed and set in excess of needed temperature. Based on the original BofD, actual BofD, and the potential to improve system performance without compromising production provides the energy retrocommissioning team several energy conservation measure (ECM) opportunities, including an occupied-unoccupied time clock to shut the secondary process heating system down 8 hrs, five days a week.
This month’s test requires the energy auditor to document the existing System Flow Diagram and review the automatic temperature control (ATC) sequence of operation, mode-by-mode, on page 2 of this B2B. The existing ATC sequence will then be inputted into the functional perfor-mance test (FPT) retrocommissioning Cx-3 software, with the reaction device-by-device imbedded into the checklist below the flow diagram. The commissioning engineer working with the rest of the team checks each sequence to confirm each control device passes the specific ATC reaction to verify the existing system ATC/FPT is operating per the original design intent. The answers can be found at www.esmagazine.com. The sequences selected are Off-Fail Safe Conditions, On-Max Winter Heating, and On-Maximum Summer Heating for this B2B test, but there will be other sequences of operation plus verification of alarms and safeties to be confirmed (not part of this B2B test).
When the energy auditor and the ATC technician have completed the ATC/FPT process, all deficiencies (fail) will have automatically been inven-toried into the Cx-3 software’s Corrective Action Log requiring further action by the technician for those failed reactions.
ATC DATA ANALYSIS
After completing the initial ATC/FPT process, the energy auditor will begin the data analysis, solution planning, and completion of the Energy Retrocommissioning Report.







