
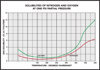
The
expected oxygen content of raw water at various temperatures.
For almost a century, operators of boilers and steam using equipment have realized the benefits of higher process efficiency and extended equipment life made possible by reducing the feedwater dissolved oxygen (DO) levels to the lowest possible values. Although there are choices of methods that can be used to attain low feedwater DO, experience has proven that deaerators are the superior alternative from the standpoint of removal efficiency and operating cost. The purpose of this article is to improve understanding of the purpose and workings of deaerators to reduce some of the mystery that often surrounds these products.
WHY DEAERATE?
Corrosion of iron or steel is influenced by three fundamental factors:- Temperature
- pH value
- Oxygen content
Iron goes into solution in pure water to a slight extent, according to the formula:
Fe + 2H2O = Fe(OH)2+H2
The ferrous hydrate Fe(OH)2 formed is alkaline and raises the pH value. At a definite pH value, further dissolving of iron is stopped. However, if oxygen is present, it immediately oxidizes the ferrous hydrate forming ferric hydrate Fe(OH)3, which is insoluble and precipitates, permitting more iron to go into solution, and thus the reaction continues until all oxygen is dissipated.
It is evident, therefore, that the removal of oxygen and carbon dioxide from solution is important and essential when conditioning water for industrial use. This is particularly true when boiler feed water and process water are used at elevated temperatures.
Figure
2. The effect of partial gas pressure and heating.
HOW?
Deaeration is the mechanical removal of dissolved gases from a fluid. The process of deaeration is most frequently applied in boiler feedwater heaters to protect piping, boilers, and condensate equipment from corrosion. In other applications, deaeration of cold water is necessary to protect pipe lines and equipment from corrosion, as well as to provide oxygen-free water required in some processes. Deaeration of service water for buildings and institutions is desirable in order to protect distribution systems.The three cardinal principals that must be satisfied in any mechanical deaerator are:
Heating. Water must be heated to full saturation temperature (boiling point), corresponding to the steam pressure in the unit. Since, theoretically, the solubility of any gas is zero at the boiling point of the liquid, complete gas removal is not possible unless the liquid is kept at boiling temperature.
For operation at sub-atmospheric pressures, as is the case with cold water deaerators, evacuation or heating or both must be applied to create this boiling condition.
Mechanical agitation.The heated water must be mechanically agitated by spraying, cascading over trays, or by atomization to expose maximum surface contact to the scrubbing atmosphere, thus permitting complete release and removal of gases. When water is broken down into fine droplets for thin films, the distance that the gas bubble must travel for release is greatly decreased. Thorough agitation also overcomes tendencies of surface tension and viscosity to retain the gas bubbles and increases the rate of gas diffusion from the liquid to the surrounding atmosphere. The deaerating equipment, therefore, must provide the most efficient mechanical agitation possible to permit meeting modern requirements of gas removal. Since a normal warranty of “not to exceed 0.005 cc per liter of oxygen” means less than 7 lbs in a billion pounds of water, the importance of effective agitation cannot be overstressed.
Complete gas removal. Adequate steam must be passed through the water to scrub out and carry away the gases after release. Extremely low partial gas pressure must be maintained since Henry’s Law states that the amount of gas which will dissolve in a liquid is proportional to the partial gas pressure in the atmosphere contacting the liquid. It is mandatory that the volume of scrubbing steam be high to produce the low partial gas pressure, and it is equally mandatory that these conditions prevail throughout the deaerating section. The effect of partial gas pressure and heating is illustrated in Figure 2.
DEAERATOR TYPES
There are five principle types of deaerators: parallel flow tray, counterflow tray, scrubber spray, atomizing spray, and cold water. All designs employ the cardinal principles of deaeration outlined above and are capable of delivering water with a dissolved oxygen removal to ensure the effluent contains 7 ppb or less.Tray deaerators. Tray (or spray-tray) units are most widely used for deaerating boiler feedwater in industrial plants and central generating stations. Water is heated to full saturation temperature with minimum pressure drop and minimum vent, thereby ensuring best thermal efficiency. Deaeration is accomplished by spreading the water over multiple layers of trays designed to break the water into thin films and drops to promote intimate contact with the scrubbing steam. Parallel downflow designs provide maximum flexibility for application, and it will handle any combination of condensate and makeup. Counterflow designs provide best economy for plants having low makeup requirements (higher condensate return percentage).
Spray-deaerators.These are widely used in industrial plants where treated water makeup is dominant over condensate returns. The most common spray deaerator features a scrubbing device where steam and water are mixed to provide the contact and agitation necessary for a high level of dissolved oxygen reduction. “Scrubber” deaerators are simple and economical with low maintenance but do not perform well at reduced loads. The “atomizing” variation of the spray deaerator was developed for use in marine vessels to accommodate low load operation and are an option to the scrubber-type designs when high load-turndown capability is needed. Atomizing deaerators use an internal valve that varies the steam injection opening to suit the load where the fixed openings used in scrubber type units do not have this ability. Because the atomizing device has moving parts, it adds to the cost and requires more maintenance effort than the scrubber type design.
Cold water deaerators. Cold water deaerators are used primarily to eliminate corrosive gases from cooling water or water used in food processing, where it would be undesirable to increase the water temperature or risk contamination due to contact with the volatile chemicals present in the usual steam supply.
To replace the addition of steam that is characteristic of the usual tray and spray deaerators, a boiling condition is created in a cold water deaerator by pressure reduction using vacuum-producing equipment. Surface contact with scrubbing vapor and agitation is provided by a column of mass transfer packing in lieu of trays, scrubbers, or atomizing devices.
The benefits of deaeration of boiler feed and process water has become so well recognized that even small plants now ensure longer equipment life and reduced maintenance by employing some type of deaeration.
Deaeration today is an important factor in the successful and economical operation of any modern boiler plant, regardless of its size. TB




